
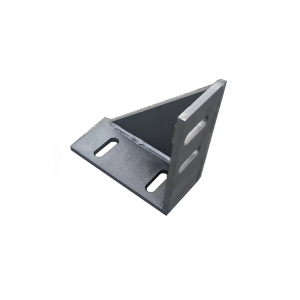
Asansör dış kilit sektörü anahtarı üçgen kilit aksesuarları

Tanım
| Ürün Türü | özelleştirilmiş ürün | |||||||||||
| Tek Noktadan Hizmet | Kalıp geliştirme ve tasarımı-numunelerin teslimi-parti üretimi-muayene-yüzey işlemleri-paketleme-teslimat. | |||||||||||
| İşlem | damgalama, bükme, derin çekme, sac metal imalatı, kaynak, lazer kesim vb. | |||||||||||
| Malzemeler | karbon çelik, paslanmaz çelik, alüminyum, bakır, galvanizli çelik vb. | |||||||||||
| Boyutlar | Müşterinin çizimlerine veya numunelerine göre. | |||||||||||
| Sona ermek | Sprey boyama, elektrokaplama, sıcak daldırma galvanizleme, toz boya, elektroforez, eloksal, karartma vb. | |||||||||||
| Uygulama Alanı | Otomotiv parçaları, tarım makineleri parçaları, mühendislik makineleri parçaları, inşaat mühendisliği parçaları, bahçe aksesuarları, çevre dostu makine parçaları, gemi parçaları, havacılık parçaları, boru bağlantı parçaları, hırdavat takım parçaları, oyuncak parçaları, elektronik parçalar vb. | |||||||||||
Kaynak işlemi
Donanım kaynak işlemi temel olarak aşağıdaki adımları içerir:
1. Uygun kaynak ekipmanı ve kaynak malzemelerini seçin: Kaynaklanacak metal malzemelerin özelliklerine göre kaynak yöntemini ve kaynak akımı, voltaj ve kaynak hızı gibi parametreleri belirleyin. Kaynak malzemelerini seçerken, kaynağın gereksinimlerini göz önünde bulundurun ve uygun bir kaynak çubuğu veya teli seçin.
2. Kaynak öncesi hazırlık: Kaynak yüzeyinin kir ve yağdan arındırılmasını sağlamak için kaynaklı parçaların temizlenmesi ve paslarının alınmasını içerir. Aynı zamanda, kaynak yerinin kaynak gerekliliklerine uygun olduğundan emin olmak için düzeltme, temizleme ve pas giderme, iz kontrolü vb. ön işlemler gerçekleştirilir.
3. Montaj ve hizalama: Kaynaklanacak parçaları iş desteğine yerleştirin ve hizalayın. Kaynak sonrası yönsel gerilimi önlemek için hizalama işlemi sırasında aşırı yer değiştirmelerden kaçınılmalıdır.
4. Kelepçeleme: Genellikle kaynak parçalarının deforme olmamasını veya kaynak hatası olmamasını sağlamak için makine kelepçeleri veya manuel kelepçeler kullanılır.
5. Kaynak: Farklı malzemelere göre uygun kaynak elektrotlarını ve işlem parametrelerini seçin ve kaynak işlemi gereksinimlerine göre kaynak yapın. Kaynak işlemi sırasında, kaynak malzemesinin tamamen eriyip kaynağa akabilmesi için uygun kaynak hızı ve açısı korunmalıdır.
6. Kaynak sonrası işlem: Bu, kaynak dikişlerinin düzeltilmesini içerir ve bir taşlama makinesi veya el aletleri kullanılarak yapılabilir. Kaynak cürufunu temizlemek için, kaynak işlemi sırasında oluşan kaynak cürufunu bir kazıyıcı veya kaynak temizleyici kullanarak temizleyebilirsiniz. Termal gerilimleri önlemek için kaynağı ve çevresindeki bölgeleri soğutun.
7. Muayene ve değerlendirme: Kaynak tamamlandıktan sonra, kaynak kalitesinin gereklilikleri karşıladığından emin olmak için kaynaklı birleşimler muayene edilmelidir.
Ayrıca, kaynak malzemelerinin seçimi, depolanması, teslimatı ve teslim alınması dahil olmak üzere kaynak malzemelerinin kalite kontrolüne de dikkat etmemiz gerekir. Aynı zamanda, kaynak işlemi sırasında koruyucu gaz ve kaynak katılaşma hızı kontrol edilmeli ve yüzey kusurları, iç kusurlar, boyutsal sapmalar vb. gibi kaynak kusurları tespit edilip değerlendirilmelidir.
Yukarıda belirtilenler, donanım kaynak işlemi için temel adımlar ve önlemlerdir. Farklı ekipman ve işlemler nedeniyle belirli işlemler ayarlanabilir. Ürün kalitesini ve stabilitesini sağlamak için tüm kaynak işlemi boyunca çeşitli parametrelerin ve çalışma adımlarının sıkı bir şekilde kontrol edilmesi gerekir.
Kalite yönetimi




Vickers sertlik ölçüm cihazı.
Profil ölçüm cihazı.
Spektrograf aleti.
Üç koordinatlı alet.
Sevkiyat Resmi




Üretim Süreci




01. Kalıp tasarımı
02. Kalıp İşleme
03. Tel kesme işlemi
04. Kalıp ısıl işlemi




05. Kalıp montajı
06. Kalıp hata ayıklama
07. Çapaksızlaştırma
08. elektrokaplama


09. Ürün Testi
10. Paket
Hizmetimiz
1. Uzman araştırma ve geliştirme ekibi – Mühendislerimiz işinize yardımcı olmak için ürünleriniz için orijinal tasarımlar oluşturur.
2. Kalite Kontrol Ekibi: Her ürünün düzgün çalıştığından emin olmak için, sevkiyattan önce titizlikle kontrol edilir.
3. Etkili lojistik ekibi: Ürünler size teslim edilene kadar, zamanında takip ve özel paketleme ile güvenlik sağlanır.
4. Müşterilere 7/24 hızlı ve uzman yardım sunan bağımsız bir satış sonrası ekibi.
5. Nitelikli satış ekibi: Müşterilerinizle daha etkili bir şekilde iş yapmanızı sağlayacak en profesyonel uzmanlığa sahip olacaksınız.
SSS
S: Siz bir ticaret şirketi misiniz yoksa üretici misiniz?
A: Biz üreticiyiz.
S: Teklifi nasıl alabilirim?
A: Lütfen çizimlerinizi (PDF, stp, igs, step...) bize e-posta yoluyla gönderin ve bize malzemeyi, yüzey işlemini ve miktarları söyleyin, ardından size bir teklif sunalım.
S: Test için sadece 1 veya 2 adet sipariş verebilir miyim?
A: Evet, elbette.
S. Numunelere göre üretim yapabilir misiniz?
A: Evet, numuneleriniz doğrultusunda üretim yapabiliriz.
S: Teslimat süreniz ne kadardır?
A: 7~ 15 gün, sipariş miktarına ve ürün sürecine bağlıdır.
S. Tüm ürünlerinizi teslimattan önce test ediyor musunuz?
C: Evet, teslimattan önce %100 test yapıyoruz.
S: İşletmemizi uzun vadeli ve iyi bir ilişki haline nasıl getirirsiniz?
A:1. Müşterilerimizin faydasını sağlamak için iyi kalite ve rekabetçi fiyat sunuyoruz;
2. Her müşterimize dostumuz gibi saygı duyarız ve nereden gelirse gelsin, onlarla içtenlikle iş yaparız ve dost oluruz.
Ürün kategorileri
-

Asansör Çelik Kayış Çelik Tel Halat Atel Enst...
-

Özelleştirilmiş galvanizli bükme damgalama parçaları el...
-

Özelleştirilmiş Tepsi Tipi Karbon Çelik Kablo Tepsisi Mo...
-

Özelleştirilmiş uygun maliyetli NV15-BP3 metal asansör...
-

Maliyet etkin NV75 kılavuz ray kelepçesi asansörü...
-
Özelleştirilmiş Q235b Kaynaklı Galvanizli Damgalama Paketi...